Zen Toolworks CNC Fräse: Unterschied zwischen den Versionen
Axl (Diskussion | Beiträge) K (→Mendel - Acrylic Build Platform) |
Axl (Diskussion | Beiträge) (→Info zur Zen Toolworks 1212) |
||
| (15 dazwischenliegende Versionen desselben Benutzers werden nicht angezeigt) | |||
| Zeile 16: | Zeile 16: | ||
Datei:Foto1519.jpg|Zen Toolworks CNC | Datei:Foto1519.jpg|Zen Toolworks CNC | ||
Datei:Foto1521.jpg|CNC Elektronik | Datei:Foto1521.jpg|CNC Elektronik | ||
| + | Datei:CNC 2013-11-04 IMAG0722.jpg|Doku - Verkabelung (07-2013) | ||
| + | Datei:CNC 2013-11-04 IMAG1315.jpg|Doku - Verkabelung (11-2013) | ||
| + | Datei:CNC 2013-11-04 IMAG1316.jpg|Doku - Setup (11-2013) | ||
</gallery> | </gallery> | ||
| Zeile 467: | Zeile 470: | ||
** Eine Abdeck-Platte, in die das Plaxiglas 6,2 mm eingelassen ist | ** Eine Abdeck-Platte, in die das Plaxiglas 6,2 mm eingelassen ist | ||
** Hinter Plexiglas: Schwarzes Papier zur Steigerung des Kontrasts | ** Hinter Plexiglas: Schwarzes Papier zur Steigerung des Kontrasts | ||
| + | <gallery perrow="4"> | ||
| + | Datei:BujinkanLogo Path AXL 001-c Bildschirmfoto.png|EMC Screen Version 002 | ||
| + | Datei:BujinkanLogo Path IMG 1902.JPG|Test in Kunststoff | ||
| + | Datei:Bujin 001.png|[[Media:BujinkanLogo 002.svg]] | ||
| + | Datei:Bujin IMG 1904.JPG|Tests und ... | ||
| + | Datei:Bujin IMG 1906.JPG|... Ergebnis in Plexiglas | ||
| + | Datei:Bujinkan Logo 003 001 Bildschirmfoto.png|Bujinkan Logo 003 - Entwurf für Gehäuse | ||
| + | Datei:Bujinkan Logo 003 100 4609.JPG|Gravur in 6mm Plexiglas | ||
| + | </gallery> | ||
| + | <br/><br/> | ||
| + | |||
=== LED Beleuchtung === | === LED Beleuchtung === | ||
* Eine gleichmäßige Ausleuchtung für ca. 160 mm hohes Motiv war nach Tests mit 8 LEDs möglich | * Eine gleichmäßige Ausleuchtung für ca. 160 mm hohes Motiv war nach Tests mit 8 LEDs möglich | ||
| Zeile 476: | Zeile 490: | ||
* Konstruktion in Inkscape über mehrere Ebenen für Holz und Plexiglas | * Konstruktion in Inkscape über mehrere Ebenen für Holz und Plexiglas | ||
* Realisierung der Schnittmuster für MDF über Processing Toolchain (''mill_tracer'') | * Realisierung der Schnittmuster für MDF über Processing Toolchain (''mill_tracer'') | ||
| + | ** Frontblende - Kreis mit achteckiger "Pocket" für das Plexiglas | ||
| + | ** Zwischenplatte mit Kreis mit achteckiger "Pocket" den Hintergrund plus Aussparung für Arduino | ||
<br> | <br> | ||
<gallery perrow="4"> | <gallery perrow="4"> | ||
| − | + | Datei:Bujinkan Logo 003 100 4719.JPG|Zwischenplatte | |
| − | + | Datei:Bujinkan Logo 003 100 4720.JPG|... Oh, so Dharma? | |
| − | + | ||
| − | + | ||
| − | + | ||
| − | Datei:Bujinkan Logo 003 | + | |
| − | Datei:Bujinkan Logo 003 100 | + | |
</gallery> | </gallery> | ||
<br/><br/> | <br/><br/> | ||
| Zeile 582: | Zeile 593: | ||
** Material: 10 mm MDF, [http://de.wikipedia.org/wiki/Mitteldichte_Holzfaserplatte Mitteldichte Holzfaserplatte] | ** Material: 10 mm MDF, [http://de.wikipedia.org/wiki/Mitteldichte_Holzfaserplatte Mitteldichte Holzfaserplatte] | ||
** Fräser: 2,1 mm, Spiralverzahnung, 16 kRPM, Feedrate F500 | ** Fräser: 2,1 mm, Spiralverzahnung, 16 kRPM, Feedrate F500 | ||
| + | ** 2. Charge - August 2012: Fräser: 2,1 mm, Spiralverzahnung, 10 kRPM, Feedrate F500 | ||
* '''Bohrungen''' | * '''Bohrungen''' | ||
** Konstruktion über Processing | ** Konstruktion über Processing | ||
| Zeile 613: | Zeile 625: | ||
</gallery> | </gallery> | ||
<br><br> | <br><br> | ||
| − | |||
== Mendel - Acrylic Build Platform == | == Mendel - Acrylic Build Platform == | ||
| Zeile 620: | Zeile 631: | ||
* Gravur in Acryl, nach dem Vorbild http://store.solidoodle.com/index.php?route=product/product&path=63&product_id=53 | * Gravur in Acryl, nach dem Vorbild http://store.solidoodle.com/index.php?route=product/product&path=63&product_id=53 | ||
* Tests mit unterschiedlichen Gravur-Tiefen | * Tests mit unterschiedlichen Gravur-Tiefen | ||
| + | ** 0,050 mm, 0,025 mm, 0,015 mm und 0,007 mm (funktioniert nicht) | ||
* Integration der [http://paulbourke.net/dataformats/hershey/ Hershey Fonts] in die Processing Toolchain | * Integration der [http://paulbourke.net/dataformats/hershey/ Hershey Fonts] in die Processing Toolchain | ||
| + | * Tested by [[Benutzer:Manupool|Manupool]] | ||
<br/> | <br/> | ||
| − | <gallery perrow=" | + | <gallery perrow="3"> |
Datei:Acrylic Build Platform - EMC Bildschirmfoto-1.png|Tests mit unterschiedlichen Gravur-Tiefen | Datei:Acrylic Build Platform - EMC Bildschirmfoto-1.png|Tests mit unterschiedlichen Gravur-Tiefen | ||
Datei:Acrylic Build Platform - EMC Bildschirmfoto-2.png|EMC bei der Arbeit | Datei:Acrylic Build Platform - EMC Bildschirmfoto-2.png|EMC bei der Arbeit | ||
| + | Datei:Acrylic Build Platform - EMC Bildschirmfoto-3.png|EMC ... | ||
| + | Datei:Acrylic Build Platform - 100 4706.JPG|Fräsen ... | ||
| + | Datei:Acrylic Build Platform - 100 4709.JPG|fast fertig ... | ||
| + | Datei:Foto2821.jpg|Tested by [[Benutzer:Manupool|Manupool]] | ||
</gallery> | </gallery> | ||
<br><br> | <br><br> | ||
| Zeile 679: | Zeile 696: | ||
example001();</nowiki> | example001();</nowiki> | ||
| + | <br> | ||
| + | |||
| + | |||
| + | == Stempel fräsen == | ||
| + | [[Datei:Hackerspace FFM Stamp reviewed.png|160px|none]] | ||
| + | * Tests für [[Hackerspace_Ffm_Stempel_und_T-Shirts]] | ||
| + | ** Als Material wurde echter Stempel-Gummi mit 2 mm Dicke benutzt. | ||
| + | ** das Motiv durfte nicht zu viele Details enthalten, da diese sonst durch den Fräser nicht mehr ausgeschnitten werden können. | ||
| + | ** Nach einigen Tests fiel die Entscheidung auf das Hackerspace FFM "favicon,ico" ([[HackFFM_Logo_2.0#favicon.ico]]) zusammen mit einem Schriftzug "hackffm". | ||
| + | * '''Setup für "''favicon.ico''"''': | ||
| + | ** Entwurf des Motivs in Inkscape incl. "Pocket" Ausschnitt ([[:Datei:Hackerspace FFM Stamp-favicon.svg]]) | ||
| + | ** 1 mm Fräser | ||
| + | ** Delta-Z -0.75 mm | ||
| + | ** Tiefe Z -1,5 mm | ||
| + | ** Drehzahl 16k RPM | ||
| + | ** Vorschub F200 | ||
| + | * '''Setup für "''hackffm''"''': | ||
| + | ** Entwurf des Motivs in Inkscape incl. "Pocket" Ausschnitt ([[:Datei:Hackerspace FFM Stamp-3a +0.55mm contour invers cut.svg]]) | ||
| + | ** Schriftart "Nimbus Sans - Bold condensed" | ||
| + | ** 0,55 mm Fräser | ||
| + | ** Delta-Z -0.50 mm | ||
| + | ** Tiefe Z -1,0 mm | ||
| + | ** Drehzahl 16k RPM | ||
| + | ** Vorschub F75 | ||
| + | |||
| + | |||
| + | <gallery perrow="5"> | ||
| + | Datei:Stamp Test OSHW EMC Bildschirmfoto-1.png|OSHW Logo (Contour) | ||
| + | Datei:Stamp Test OSHW EMC Bildschirmfoto-2.png|OSHW Logo (Pocket) | ||
| + | Datei:Stamp Test OSHW 2012-06-12 20.33.21.jpg|OSHW Logo - Stamp Test | ||
| + | Datei:Hackerspace FFM Stamp 2012-06-16 20.37.47.jpg|mehr Tests | ||
| + | Datei:Favicon 2011 128x128.png|favicon.ico | ||
| + | Datei:Favicon stamp test EMC-1.png|favicon.ico in EMC | ||
| + | Datei:Hackerspace FFM Stamp 2012-06-16 20.28.06.jpg|favicon fräsen | ||
| + | Datei:Hackerspace FFM Stamp-3a +0.55mm contour invers cut EMC.png|Schrift-Block in EMC | ||
| + | Datei:Hackerspace FFM Stamp 100 4762.JPG|... fertig | ||
| + | </gallery> | ||
| + | <br> | ||
| + | |||
| + | |||
| + | == Special Parts for Daniel == | ||
| + | {| class="wikitable" style="text-align: left; padding:6px 12px;" | ||
| + | |- | ||
| + | ! scope="row" style="text-align: left;!" | Material | ||
| + | | Plexiglas, 4,0 mm | ||
| + | |- | ||
| + | ! scope="row" style="text-align: left;!" | Fräser | ||
| + | | 3,0 mm, einschneidig / [http://mmetoolshop.homepage.t-online.de/shop/index.php?cPath=59_63&SESS=5260178d5d48ceb930646da5bc347385 mmetoolshop] | ||
| + | |- | ||
| + | ! scope="row" style="text-align: left;!" | Drehzahl | ||
| + | | 8 kRPM (Proxxon) | ||
| + | |- | ||
| + | ! scope="row" style="text-align: left;!" | Feedrate | ||
| + | | F200 [mm/min] | ||
| + | |- | ||
| + | ! scope="row" style="text-align: left;!" | Tiefe (dZ) | ||
| + | | -1.1 mm, 4 Runden | ||
| + | |} | ||
| + | |||
| + | |||
| + | {| class="wikitable" | ||
| + | |- | ||
| + | ! scope="row" style="text-align: left;!" | Material | ||
| + | | Pertinax Platinenmaterial 1,5 mm, einseitige Kupferbeschichtung nach oben / [http://mmetoolshop.homepage.t-online.de/shop/index.php?cPath=59_63&SESS=5260178d5d48ceb930646da5bc347385 MMEToolshop] | ||
| + | |- | ||
| + | ! scope="row" style="text-align: left;!" | Fräser | ||
| + | | 3,0 mm, spiralverzahnt / [http://mmetoolshop.homepage.t-online.de/shop/index.php?SESS=5260178d5d48ceb930646da5bc347385 MMEToolshop] | ||
| + | |- | ||
| + | ! scope="row" style="text-align: left;!" | Drehzahl | ||
| + | | 8 kRPM (Proxxon) | ||
| + | |- | ||
| + | ! scope="row" style="text-align: left;!" | Feedrate | ||
| + | | F200 [mm/min] | ||
| + | |- | ||
| + | ! scope="row" style="text-align: left;!" | Tiefe (dZ) | ||
| + | | -1.7 mm, 1 Runde | ||
| + | |} | ||
| + | |||
| + | |||
| + | * Plexi, 4mm | ||
| + | ** 3mm einschneidiger Fräser | ||
| + | ** F200 [mm/min] | ||
| + | ** dZ 1.1mm (4 Runden) | ||
| + | * Pertinax 1.5mm mit Kupferbeschichtung nach oben | ||
| + | ** 3mm spiralverzahnter Fräser | ||
| + | ** F200 [mm/min] | ||
| + | ** dZ 1.7mm (1 Runde) | ||
| + | |||
| + | |||
| + | <gallery perrow="5"> | ||
| + | Datei:Stamp Test OSHW EMC Bildschirmfoto-1.png|OSHW Logo (Contour) | ||
| + | </gallery> | ||
| + | <br> | ||
| + | |||
| + | == Slots ("Langlöcher") == | ||
| + | '''CNC_slot(x, y, w, h)''' | ||
| + | * Automatically detects vertical and hoizontal slots | ||
| + | * Circular drill if width == height | ||
| + | * Clockwise drilling | ||
| + | * Combination of arc (G02) and straight (G01) moves | ||
| + | * Continuous Z drill-down to z_cut using 1 x dz per round | ||
| + | * One final round will be on Z-level z_cut | ||
| + | |||
| + | <gallery perrow="5"> | ||
| + | Datei:CNC slot 001.png|cnc_slot schematics | ||
| + | Datei:CNC Slot Bildschirmfoto-2.png|EMC Screen with test slots | ||
| + | Datei:CNC slot IMG 2037.JPG|Slot mill tests | ||
| + | Datei:CNC slot IMG 2038.JPG|Slot mill tests | ||
| + | </gallery> | ||
| + | <br> | ||
| + | |||
| + | == X-Plate for PrintrBot == | ||
| + | * special material: compound of | ||
| + | ** 0.3 mm aluminium | ||
| + | ** 2.5 mm polyethylene | ||
| + | ** 0.3 mm aluminium | ||
| + | * special Z-down pattern with adjusted feedrates | ||
| + | ** 0.1 mm dZ with feedrate F100 [mm/min] for aluminium | ||
| + | ** 2.5 mm dZ with feedrate F150 [mm/min] for polyethylene | ||
| + | * for | ||
| + | ** slots: ''cnc_alu_pe_slot(float x, float y, float w, float h)'' | ||
| + | ** drilling holes: ''cnc_alu_pe_drill(float x, float y, float D)'' | ||
| + | |||
| + | |||
| + | <gallery perrow="5"> | ||
| + | Datei:Printrbot Lochbild Quadrant vorn links.JPG|X-plate schematics (detail) | ||
| + | Datei:Printrbot Lochbild Übersicht.JPG|X-plate schematics (detail) | ||
| + | Datei:CNC slot IMG 2037.JPG|Mill tests with compound material | ||
| + | Datei:IMAG0101.jpg|Router setup for mass production ;-) | ||
| + | Datei:IMAG0102.jpg|Tests | ||
| + | Datei:IMAG0105.jpg|Tests | ||
| + | Datei:Printrbot IMAG0107.jpg|First full plate | ||
| + | </gallery> | ||
| + | <br> | ||
| + | |||
| + | |||
| + | == Pockets für Kugellager == | ||
| + | Ein paar Prototyp-Halterungen für [[Benutzer:Snow]] aus Holz für ein Roboter-Projekt. | ||
| + | * Feedrate 300 | ||
| + | * dZ -1.25mm | ||
| + | |||
| + | |||
| + | <gallery perrow="5"> | ||
| + | Datei:Mill tracer 019 Snow Kugellager 001 EMC 001.png|g-Code Ansicht EMC | ||
| + | Datei:Mill tracer 019 Snow Kugellager 001 IMAG0700.jpg|Prototyp vom Prototyp | ||
| + | Datei:Mill tracer 019 Snow Kugellager 001 IMAG0721.jpg|aus MDF | ||
| + | Datei:Mill tracer 019 Snow Kugellager 002 IMAG0720.jpg|Fertigung | ||
| + | Datei:Mill tracer 019 Snow Kugellager 002 IMAG0717.jpg|mit Trennmarken für die Säge | ||
| + | Datei:Mill tracer 019 Snow Kugellager 002 IMAG0725.jpg|gesägt und | ||
| + | Datei:Mill tracer 019 Snow Kugellager 002 IMAG0732.jpg|gebohrt | ||
| + | </gallery> | ||
| + | <br> | ||
| + | |||
| + | |||
| + | == CNC Pause Juni-? 2013 == | ||
| + | Die CNC-Fräse wird von Daniel in einem Projekt gebraucht. | ||
| + | |||
| + | Daher ist erstmal Pause ... vielen Dank für die Dauer-Leihgabe. | ||
| + | |||
| + | |||
| + | <gallery perrow="5"> | ||
| + | Datei:Mill tracer 019 Snow Kugellager 002 IMAG0722.jpg|Stand Verkabelung beim Abbau | ||
| + | </gallery> | ||
<br> | <br> | ||
Aktuelle Version vom 4. November 2013, 23:16 Uhr

Inhaltsverzeichnis
- 1 Info zur Zen Toolworks 1212
- 2 CNC Revival project
- 3 Production mode
- 3.1 Inkscape g-code Export
- 3.2 Bohren der LED Platinen für das Buntich Projekt
- 3.3 Platinen fräsen und bohren
- 3.4 XYZ Blinkenlights for CNC Mills
- 3.5 Drawbot Logo
- 3.6 Kissen / Gußform Test
- 3.7 Drawbot Gondel-Teil - OpenSCAD
- 3.8 Buntich Aussparungen für Kabelkanäle
- 3.9 g-Codes G02 & G03 - Bögen
- 3.10 Tests mit pycam
- 3.11 Neue Fräser-Aufnahme und Tests 9 mm Multiplex Sperrholz
- 3.12 Egg-Bot Schild
- 3.13 Egg-Bot Y-Motor plate
- 3.14 T8L – bone vertex
- 3.15 hex_wall
- 3.16 LED_Lamp
- 3.17 Bujinkan Logo
- 3.18 Open Source Hardware - Logo
- 3.19 Mendel - Y-Carriage
- 3.20 Mendel - Acrylic Build Platform
- 3.21 Tests mit OpenSCAD
- 3.22 Stempel fräsen
- 3.23 Special Parts for Daniel
- 3.24 Slots ("Langlöcher")
- 3.25 X-Plate for PrintrBot
- 3.26 Pockets für Kugellager
- 3.27 CNC Pause Juni-? 2013
- 4 Links & more infos
Info zur Zen Toolworks 1212
- Daniels Leihgabe an den Hackerspace Ffm
- Typ Zen Toolworks 12x12 Inch
- Hersteller: Zen Toolworks
- Zen Toolworks CNC

Zen Toolworks CNC

Zen Toolworks CNC

Zen Toolworks CNC

CNC Elektronik

Doku - Verkabelung (07-2013)

Doku - Verkabelung (11-2013)

Doku - Setup (11-2013)







CNC Revival project
Ziele
- Dezember 2011 - Februar 2012
- Fräse betriebsbereit und getestet
- Materialen
- Epoxy / Glasfaser / Platinen-Herstellung
- Holz
- Acryl
- Holz
- Aluminium ?
- Platz in der Werkstatt wg.
- Lärm
- Abzug / Entlüftung
- Staub
Hardware, Software
- Anschluß zunächst über Parallel-Port / Centronics
- geplant: USB Interface
- Betrieb mit freier Software
- Linux / Ubuntu
- Logon: CNCuser
- EMC
- EMC on Ubuntu Live CD (erfolgreich getestet am 10.12.2011 / CNC and 3D Dual-Boot PC)
- EMC forum / emcinfo.pl
- CNC and 3D Dual-Boot PC
- Spannungsversorgung
- separates Netzteil 5 Volt ersetzen durch Spannungsregler / 7805 und Anschluß an 12 Volt Haupt-Versorgung
- Home End-Stopps / Max. End-Stopps
- optisch / mechanisch?
Tests am 10.12.2011

Setup Ubuntu und EMC

Drawbot Test :-)

Fräser-Test

Fräser-Test (2)

Setup mit Fräser





Joypad Steuerung
- 14.12.2011
- Konfiguration eines Logitech Logitech Dual Action Joypad an EMC zu Steuerung der X, Y, Z Achsen
- 2 Geschwindigkeiten über Buttons wählbar.
- Joypad auf wiki.linuxcnc.org
Production mode
Inkscape g-code Export
- 14.12.2011
- Inkscape unter Ubuntu
- InkscapeHowto auf wiki.linuxcnc.org
- Export Plug-in für Inkscape
- Test-Datei Walking Camel von http://www.clker.com

Joypad Steuerung ...

... für CNC Fräse

Inkscape SVG to g-code ...

... Export und CNC




Bohren der LED Platinen für das Buntich Projekt
- Massen-Bohrung für das Buntich Projekt
- je 4 Bohrungen je LED Platine
- Abstand Y: 1/10 Zoll = 2.54 mm
- Abstand X: 21,86 mm
- Bohr-Tiefe 2.5 mm
feed-rate F = 50-70 mm / min., Rückzug 150 mm / min.
- 18 Platinen, je 6 Buntich-Pixel, je 4 Löcher = 432 Löcher
Beispiel g-Code, per Text-Editor
% (Bohren der LED Platinen für das Buntich Projekt) (AXL für Hackerspace FFM, 17.12.2011) M3 (Header end.) G21 (All units in mm) G00 X0.0 Y0.0 Z-0.0 G01 Z-2.5 F70 G00 Z-0.0 G00 Y+2.54 G01 Z-2.5 F70 G00 Z-0.0 G00 Y+5.08 G01 Z-2.5 F70 [...] G00 X21.86 Y0.0 G01 Z-2.5 F70 G00 Z-0.0 [...]

EMC Screen

CNC Setup

CNC Bohren

Buntich Platinen




Platinen fräsen und bohren
- CAD für PCB Entwurf: Win Layout von Abacom
- Bohren
- Ausgabe im Excellon Format
- Umwandlung über Excellon to G-Code Convertor
- Fräsen
- HPGL Export und Konvertierung in g-Code mit Inkscape
- (siehe Zen Toolworks CNC Fräse#Inkscape g-code Export)
EMC Screen

CNC Bohren und Fräsen

EMC Screen 2. Versuch

Fräsen 2. Versuch




XYZ Blinkenlights for CNC Mills

- LED-Circles für die X-, Y-, Z-Achse
- Bohrvorlage für 5 oder 3 mm LED-Circles in Processing
- Ausgabe der g-Codes direkt aus Processing
Drawbot Logo

- Ausgabe des Drawbot Fonts per Processing in g-Code
- Fräsen in Bastel-Kunststoff (grau) und Acryl
- Fräs-Test für ein Teil des Prusa Air
- Zen Toolworks CNC

Drawbot Logo

Drawbot Logo

Tests incl. Prusa Air Teil



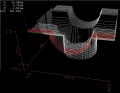
Kissen / Gußform Test

- Fräsen einer Kissen-Form in Schaustoff
- Erstellen des G-Code mit Processing als Überlagerung von zwei Sinus-Funktionen für die Z-Achse ("Tiefe")
- Anwendung: Guß-Vorlage für Lautsprecher-Boxen
[...]
for (float iy=0; iy <= my; iy += w) {
s.add(new String("G00 Z" + fpp(h_save)));
s.add(new String("G00 X0 Y" + fpp(iy)));
float ky = sin((iy / my) * pi);
for (float ix=0; ix <= mx; ix += w) {
float kx = sin((ix / mx) * pi);
z = h1 * kx * ky;
s.add(new String("G01 X" + fpp(ix) + " Z" + fpp(z) + " F" + fpp(f)));
}
}
[...]
Drawbot Gondel-Teil - OpenSCAD

- Fräsen eines in OpenSCAD konstruierten Teils aus Kunststoff
- OpenSCAD Export als 2D DXF Datei - s.u.
- Konvertierung in g-Code mit Inkscape
OpenSCAD 3D zu 2D Konvertierung
[...]
// projection(cut=true) for DXF extrude
projection(cut=true) rotate([180,0,0]) {
[... 3D parts here ...]
} // projection(cut=true) for DXF extrude
Probleme
- DXF Import
- Pfad wird beim Export nicht zusammengeführt
- "händische" Aufbereitung nötig, u.a. per Shell mittels:
cat PenDisc_V_003_combined_paths_0006.ngc|grep "G00 X"|awk '{print "G01 " $2 " " $3 " F80"}' > PenDisc_V_003_combined_paths_0006_filter.ngc
- Dimensionen
- OpenSCAD Modell hat Breite des Fräsers nicht beachtet (Radius 1.1 mm)
rm=1.1; // radius mill tool rh1=4; // center hole rh2=1.5; // holes [...] cylinder(r=rh2-rm, h=10, center=true, $fn=20);
- Zen Toolworks CNC

OpenSCAD Screen

Gefrästes Teil


Buntich Aussparungen für Kabelkanäle
Buntich Datenleitungen

- Fräsen rechteckiger Aussparungen in die Buntich Kabelkanäle
- Direktes Editieren des G-Code per Text-Editor
- Zen Toolworks CNC

Setup Fräse

Tests

Fräsen ...

Tests 2

Platine eingebaut

Paßt :-)






Buntich Datenleitungen - g-Code
% (Bohren der Kabelkanäle für das Buntich Projekt) (AXL für Hackerspace FFM, 07.01.2012) M3 (Header end.) G21 (All units in mm) G00 Z+1.0 G00 X+0.0 Y+0.0 G01 Z-2.5 F160 G01 Y+19 F160 G01 X+8 F160 G01 Y+0 F160 G01 X+0 F160 G00 Z+1.0 G00 X+18.0 Y+0.0 G01 Z-2.5 F160 G01 Y+19 F160 G01 X+26 F160 G01 Y+0 F160 G01 X+18 F160 G00 Z+1.0 G00 X0.0 Y0.0 (end) %
Buntich 4mm Stecker

- 1 Loch 4mm, 1 Langloch 5mm x 4mm
- gefräst mit 2mm Fräser
Buntich Kabeldurchführung

- 3 Schlitze für Flachband-Kabel
- 2 x 2 Schlitze für Zugentlastung 10-polige Buches für Wannenstecker
- Muster 16 mal in Kebelkanal eingefräst
- Zen Toolworks CNC

Setup Fräse

Fräsen

Detail - Muster

Übersicht




g-Codes G02 & G03 - Bögen

- g-Code infos
- G02 - clockwise arc
- G03 - conter-clockwise arc
- Parameter I, J und K - Bogen-Zentrum X, Y und Z
- Test mit Processing: Bohrungen, Langlöcher, Rechtecke mit Radius fräsen
- g-Codes G02 & G03 - Bögen
Bohrung
Rechtecke

Tests fräsen

Tests fräsen




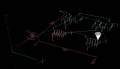
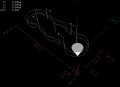
cnc_path() & Egg-Bot Prototyp
_Bildschirmfoto.png)
- Processing-Funktion cnc_path() erlaubt das Fräsen nach Pfaden incl. abgerundeter Ecken
- Aktuelle Version: Nur 90° Schritte möglich
- Außen- und Innen-Radien werden individuell berechnet und mit "echten" Bögen (g-Code G02/G03) gefräst
- erste Anwendung: Rahmenteile für den Egg-Bot Prototyp
- Eggbot Prototyp

Prinzip der 90° cnc_path() Funktion

Prototyp - Stepper NEMA 14 mount

Prototyp - Stepper

Prototyp - Stepper
Erweiterung: Stege zum Ausbrechen

Fräsen: Stege zum Ausbrechen

Prototyp - gesamt

Milling the Egg-Bot

-1280.jpg)
-1280.jpg)
-1280.jpg)


-1280.jpg)

Tests mit pycam

Installation unter Ubuntu
sudo apt-get install python-gtk2 python-opengl python-gtkglext1 python-rsvg python-pyode python-guppy sudo apt-get install inkscape pstoedit
Test-Fräsen

- CNC Piggie
Piggie Vorlage

Kunststoff

Alte Telefonkarte zu Piggie


Neue Fräser-Aufnahme und Tests 9 mm Multiplex Sperrholz
- Die neue Fräser-Aufnahme reicht deutlich näher an den Frästisch - Danke, Lötmichel
- Tests mit Version 1 für die Proxxon Bohrmaschine und 9 mm Multiplex Sperrholz
- Version 2 - mit neuem Motor - in Arbeit
- CNC Piggie

Neue Fräser-Aufnahme für die Proxxon ...

... im Detail
Wood-Cut

Wood-Cut




Egg-Bot Schild
- 3-Teiliges Schild für den Egg-Bot:
- Unterer Rahmen für Aufnahme des Glas-Teils + LED (g-Code via Processing)
- Abdeck-Rahmen (g-Code via Processing)
- Graviertes Glas-Teil (g-Code via InkScape --> pyCAM)
- Font: Century Schoolbook L (Century Type Family)
- Egg-Bot Schild
EMC

3 Teile

Montage und Test



Egg-Bot Y-Motor plate
- Ersatz für ein Fischertechnik© Teil im Prototyp
- 9 mm Multiplex Sperrholz
- Aufnahme für NEMA 14 Stepper mit versenktem Lagerblock und 12 mm Langlöchern
- Schlitze zur Führung auf dem Egg-Bot Rahmen
- Konstruktion via Processing g-Code Framework
- Egg-Bot Y-Motor plate

Konstruktionsdaten

EMC Screen

Versenkter Lagerblock

Langlöcher

Kabelschellen Montage





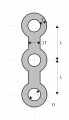
T8L – bone vertex

- Parameters
- L = length (hole center to hole center)
- T = thickness (x1 on circles, x2 on connection bar)
- D = diameter of holes
- Vertex element for the Egg-Bot.
- T8L – bone vertex
EMC Screen

Routing test result

Test M3

Test M3
T88L - 3 hole vertex
T88L in EMC

T88L's

Pantograph frame








hex_wall

- Gitter aus Sechsecken via Processing --> g-Code
- Parameter
- Breite des Sechsecks
- Breite der Gitter-Stege
- just for fun ... Verwendung noch unklar, evtl. [1]
- Material: Kunststoff-Abfälle, Dicke 3 mm
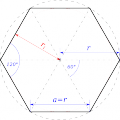
Sechseck (Wikipedia)

Gefräst

Durchblick

6eck Reste - Ideen?




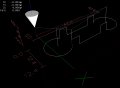
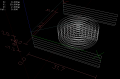
LED_Lamp

- Lampenschirm für LED Lampe
- Konstruktion über Processing
- Material: Kunststoff-Abfälle, Dicke 3 mm
- just for fun
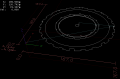
EMC: Ringe

Ringe

Ringe
EMC: Streifen

Streifen

Montage

fertig, leider verrechnet :-)

Hängt







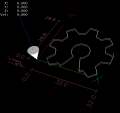
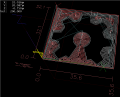
Bujinkan Logo

Toolchain für Gravur
- Inkscape
- Bitmap laden: Media:Bujin 001.png
- Vektorisieren --> SVG Format: Media:BujinkanLogo 002.svg
- pyCAM
- SVG laden
- Shift um Z = -0.5 mm
(Testweise: 2-phasig, -0.4 mm Vorschnitt und -0.5 mm Fertigschnitt) - Feedrate F100
- Trajectory control G61 P0.05
- Gravur Path --> g-Code
- EMC
- Gravur-Stichel 90°, 16 kRPM, Feedrate F100
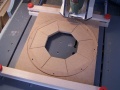
Material
- Gravur: 6 mm Plexiglas
- Gehäuse für Version 003: 10 mm MDF / Mitteldichte Holzfaserplatte
- kreisrund, Durchmesser 210 mm
- "Sandwich"-Bauweise aus 2 MDF Platten
- Eine durchgehende Bodenplatte mit Bohrungen für 8 Schrauben
- Eine Abdeck-Platte, in die das Plaxiglas 6,2 mm eingelassen ist
- Hinter Plexiglas: Schwarzes Papier zur Steigerung des Kontrasts

EMC Screen Version 002

Test in Kunststoff

Tests und ...

... Ergebnis in Plexiglas

Bujinkan Logo 003 - Entwurf für Gehäuse

Gravur in 6mm Plexiglas





LED Beleuchtung
- Eine gleichmäßige Ausleuchtung für ca. 160 mm hohes Motiv war nach Tests mit 8 LEDs möglich
- Verschaltung in zwei Gruppen je 4 LEDs, Betrieb an 12 Volt ohne Vorwiderstand
- Mindestabstand zum Motiv und Abdeckung über den MDF-Rand sollten 15 mmm sein
- Angestrebter Rand waren ~ 20 mm
- für das Zusammenschrauben des Gehäuses sind entsprechende Zonen mit ca. 10 mm Materialdicke vorzusehen
- Lösung über Kombination Kreis für Außenrand und Achteck für Plexiglas
- Konstruktion in Inkscape über mehrere Ebenen für Holz und Plexiglas
- Realisierung der Schnittmuster für MDF über Processing Toolchain (mill_tracer)
- Frontblende - Kreis mit achteckiger "Pocket" für das Plexiglas
- Zwischenplatte mit Kreis mit achteckiger "Pocket" den Hintergrund plus Aussparung für Arduino

Zwischenplatte
... Oh, so Dharma?
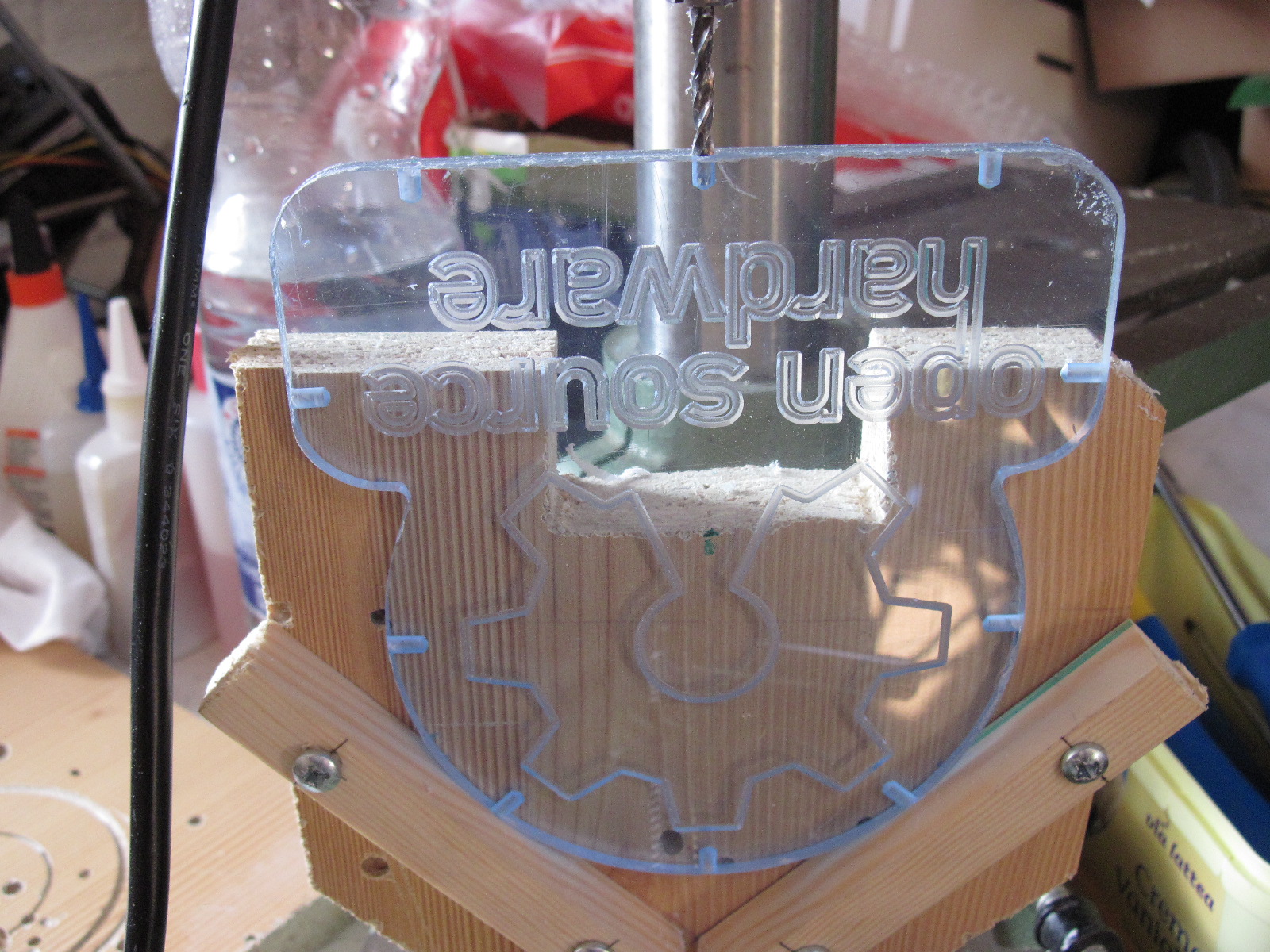
Open Source Hardware - Logo
![]()
Toolchain
- Inkscape
- Logo + Umriß in mehreren Ebenen in einer SVG Quelldatei
- Logo als SVG übernehmen von http://oshwlogo.com/
- Logo spiegeln für Gravur auf der Unterseite (!)
- SVG Format für jede Ebene getrennt speichern und in pyCAM übernehmen
- pyCAM
- SVG laden
- Shift um Z = -0,5 mm für Gravur oder -1.0 - -5,0 mm für Schnitte
- Feedrate F400
- Gravur Path --> g-Code
- EMC
- Gravur-Stichel, 10 - 20 kRPM
- Schnitte
- g-Code File erweitert um "step-down" Schleife (dZ = -1,0 mm)
- Fräser 3,2 mm einschneidig, 10 kRPM
- LEDS
- 3 mm rot aus der Hackerspace-Grabbelkiste
- LED Bohr-Hilfe für kontrollierte senkrechte 3 mm Löcher
- 10 LEDs in 2 Gruppen je 5
- gemessen: 2 V entspr. 16 mA
- Betrieb mit 9 oder 12 Volt möglich ohne Vorwiderstand

Gravur in EMC
Erstes Cover in pyCAM

Material, Plexi

Gravur

LED Bohr-Hilfe: senkrecht

LED Löcher

Test

Blende 2

Open Source Hardware - Logo in MDF
- OSHW Logo im Druckbett für Hackffm³RepRap 3D Drucker
- Material: 10 mm MDF, Mitteldichte Holzfaserplatte
- Fräser: 2,1 mm, Spiralverzahnung, 10 kRPM, F400
- Bohrungen
- zusätzlich Bohrungen zur Montage aller Elemente des Druckbetts, D 3,2 mm
- Ecken: je 8 mm Abstand, D 3,2 mm
- Montage-Linie: 55 mm vom oberen/unteren Rand
- Lagerblöcke: 10 & 40 mm vom rechten, linken Rand, D 3,2 mm
- Riemenhalter: mittig, 18 mm, D 3,2 mm
- Seiten-Ausschnitte
- Weitere Reduzierung der Gewichts
- OSHW Logo bleibt erhalten

Schnitt

fertig

Bohrungen

Bohrungen

Montage

Rest :-)

OSHW in EMC

Fräsen

Fräsen

fertig

Seiten-Ausschnitte in EMC ...

und beim Fräsen

Fertig








MDF lackieren
- Test mit dem OSWH Rest
- 10 mm MDF
- 2 x Grundierung, insbesondere den Rand
- 1 x Acryl Lack
- gleichmäßigere Ergebnisse mit Schaumstoff-Rolle statt Pinsel
Rest :-)

Grundierung + Acryl Lack

Grundierung 1

Grundierung 2
Mendel - Y-Carriage

- Parameter
- Material: 10 mm MDF, Mitteldichte Holzfaserplatte
- Fräser: 2,1 mm, Spiralverzahnung, 16 kRPM, Feedrate F500
- 2. Charge - August 2012: Fräser: 2,1 mm, Spiralverzahnung, 10 kRPM, Feedrate F500
- Bohrungen
- Konstruktion über Processing
- zusätzlich Bohrungen zur Montage aller Elemente des Druckbetts, D 3,2 mm
- Ecken: je 8 mm Abstand, D 3,2 mm
- Montage-Linie: 55 mm vom oberen/unteren Rand
- Lagerblöcke: 10 & 40 mm vom rechten/linken Rand, D 3,2 mm
- Riemenhalter: mittig, 18 mm, D 3,2 mm
- Material-Einsparung
- Konstruktion über Inkscape und pyCAM (Gravur-Modus)
- Überstand 5 mm über alle Mendel-Elemente
- Optimierung: Möglichst nur eine Fräs-Linie und kurze Wege
- Zusätzliche "Z down" Schleife per Hand eingefüht: 7 x 1,6 mm
- Zeitaufwand
- Bohren und Fräsen in einem Arbeitsgang je Carriage: ca. 20 Minuten + 10 Minuten Rüstzeit
- Serienproduktion: 8 Carriages am 16.04.2012
- Aufgezeichnet mit HackffmActivitySensors - es war laut!

Konstruktion in Inkscape

Fräsen

Fertig

Serienproduktion ...

... 8 Carriages ...

... mit Heizbett

Heizbett

Heizbett Detail

Lager montiert @ hackffm³RepRap

Carriage montiert @ hackffm³RepRap

Heizbett montiert @ hackffm³RepRap











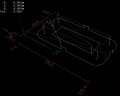
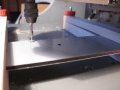
Mendel - Acrylic Build Platform

- Gravur in Acryl, nach dem Vorbild http://store.solidoodle.com/index.php?route=product/product&path=63&product_id=53
- Tests mit unterschiedlichen Gravur-Tiefen
- 0,050 mm, 0,025 mm, 0,015 mm und 0,007 mm (funktioniert nicht)
- Integration der Hershey Fonts in die Processing Toolchain
- Tested by Manupool

Tests mit unterschiedlichen Gravur-Tiefen
EMC bei der Arbeit
EMC ...

Fräsen ...
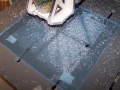
fast fertig ...

Tested by Manupool





Tests mit OpenSCAD

- Toolchain
- OpenSCAD
- cube() aus Script 'example001' abgeleitet, 50 x 50 x 25 mm³
- pyCAM
- 1. Toolpath: remove material - "rough"
- 2. Toolpath: cleanup - "finish"
- EMC
- Test mit Dämm-Schaum
- 3 mm Fräser, zweischneidig
- Feedrate F500
- OpenSCAD
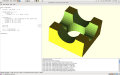
OpenSCAD Screen

pyCAM "rough"

pyCAM "finish"
EMC "finish"

"rough"
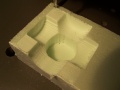
"finish"






OpenSCAD Script:
module example001()
{
function r_from_dia(d) = d / 2;
module rotcy(rot, r, h) {
rotate(90, rot)
cylinder(r = r, h = h, center = true);
}
difference() {
translate([0, 0, -12.5]) cube([50, 50, 25], center=true);
rotcy([0, 0, 0], cy_r, cy_h);
rotcy([1, 0, 0], cy_r, cy_h);
rotcy([0, 1, 0], cy_r, cy_h);
}
size = 50;
hole = 25;
cy_r = r_from_dia(hole);
cy_h = r_from_dia(size * 2.5);
}
example001();
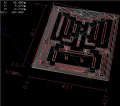
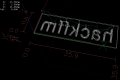
Stempel fräsen

- Tests für Hackerspace_Ffm_Stempel_und_T-Shirts
- Als Material wurde echter Stempel-Gummi mit 2 mm Dicke benutzt.
- das Motiv durfte nicht zu viele Details enthalten, da diese sonst durch den Fräser nicht mehr ausgeschnitten werden können.
- Nach einigen Tests fiel die Entscheidung auf das Hackerspace FFM "favicon,ico" (HackFFM_Logo_2.0#favicon.ico) zusammen mit einem Schriftzug "hackffm".
- Setup für "favicon.ico":
- Entwurf des Motivs in Inkscape incl. "Pocket" Ausschnitt (Datei:Hackerspace FFM Stamp-favicon.svg)
- 1 mm Fräser
- Delta-Z -0.75 mm
- Tiefe Z -1,5 mm
- Drehzahl 16k RPM
- Vorschub F200
- Setup für "hackffm":
- Entwurf des Motivs in Inkscape incl. "Pocket" Ausschnitt (Datei:Hackerspace FFM Stamp-3a +0.55mm contour invers cut.svg)
- Schriftart "Nimbus Sans - Bold condensed"
- 0,55 mm Fräser
- Delta-Z -0.50 mm
- Tiefe Z -1,0 mm
- Drehzahl 16k RPM
- Vorschub F75
OSHW Logo (Contour)
OSHW Logo (Pocket)

OSHW Logo - Stamp Test

mehr Tests

favicon.ico
favicon.ico in EMC

favicon fräsen
Schrift-Block in EMC

... fertig









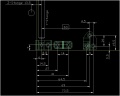
Special Parts for Daniel
| Material | Plexiglas, 4,0 mm |
|---|---|
| Fräser | 3,0 mm, einschneidig / mmetoolshop |
| Drehzahl | 8 kRPM (Proxxon) |
| Feedrate | F200 [mm/min] |
| Tiefe (dZ) | -1.1 mm, 4 Runden |
| Material | Pertinax Platinenmaterial 1,5 mm, einseitige Kupferbeschichtung nach oben / MMEToolshop |
|---|---|
| Fräser | 3,0 mm, spiralverzahnt / MMEToolshop |
| Drehzahl | 8 kRPM (Proxxon) |
| Feedrate | F200 [mm/min] |
| Tiefe (dZ) | -1.7 mm, 1 Runde |
- Plexi, 4mm
- 3mm einschneidiger Fräser
- F200 [mm/min]
- dZ 1.1mm (4 Runden)
- Pertinax 1.5mm mit Kupferbeschichtung nach oben
- 3mm spiralverzahnter Fräser
- F200 [mm/min]
- dZ 1.7mm (1 Runde)
OSHW Logo (Contour)
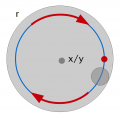
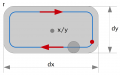
Slots ("Langlöcher")
CNC_slot(x, y, w, h)
- Automatically detects vertical and hoizontal slots
- Circular drill if width == height
- Clockwise drilling
- Combination of arc (G02) and straight (G01) moves
- Continuous Z drill-down to z_cut using 1 x dz per round
- One final round will be on Z-level z_cut
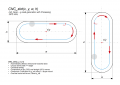
cnc_slot schematics

EMC Screen with test slots
Slot mill tests

Slot mill tests




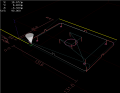
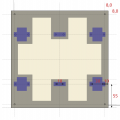
X-Plate for PrintrBot
- special material: compound of
- 0.3 mm aluminium
- 2.5 mm polyethylene
- 0.3 mm aluminium
- special Z-down pattern with adjusted feedrates
- 0.1 mm dZ with feedrate F100 [mm/min] for aluminium
- 2.5 mm dZ with feedrate F150 [mm/min] for polyethylene
- for
- slots: cnc_alu_pe_slot(float x, float y, float w, float h)
- drilling holes: cnc_alu_pe_drill(float x, float y, float D)
X-plate schematics (detail)

X-plate schematics (detail)
Mill tests with compound material

Router setup for mass production ;-)

Tests

Tests

First full plate






Pockets für Kugellager
Ein paar Prototyp-Halterungen für Benutzer:Snow aus Holz für ein Roboter-Projekt.
- Feedrate 300
- dZ -1.25mm
g-Code Ansicht EMC

Prototyp vom Prototyp

aus MDF

Fertigung

mit Trennmarken für die Säge

gesägt und

gebohrt







CNC Pause Juni-? 2013
Die CNC-Fräse wird von Daniel in einem Projekt gebraucht.
Daher ist erstmal Pause ... vielen Dank für die Dauer-Leihgabe.

Stand Verkabelung beim Abbau

![[1]](http://de.wikipedia.org/w/index.php?title=Datei:Hans_Rosenthal_und_Monika_Sundermann_Dalli-Dalli.jpg){kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Links & more infos
- Community
- CNC Seite der DingFabrik Köln, Danke für die Infos, Habo
- CNC Hardware
- Fräser und Werkzeuge
- g-Code & Software