Merlin Extruder: Unterschied zwischen den Versionen
| Zeile 1: | Zeile 1: | ||
| − | + | ===Alternative RepRap Düse (Merlin)=== | |
| − | + | Entwicklungsbericht von Björn Marl.<br /> | |
| − | + | ||
| − | + | ||
<br /> | <br /> | ||
| + | Ich arbeite seit einer Weile an einer eigenen Düsenkonstruktion.<br/> | ||
| + | Ziel ist es, ein komplettes Hotend zu bauen, das dauerhaft stabil (thermisch wie mechanisch), für schnellen Druck geeignet ist.<br> | ||
| + | Nachdem sich der alte Konstruktionsansatz mit langen Düsen und Heizungen für mich als nicht sinnvoll und zu kompliziert im Aufbau erwiesen hat, bin ich im Moment in der 'Gegenrichtung' unterwegs.<br> | ||
| + | <br/> | ||
| + | Zur Zeit erziele ich sehr gute Ergebnisse mit einer sehr kurzen Düse (<20mm) bei einer Gesamtlänge des Hotends von ca. 40mm.<br /> | ||
| + | Der Aufbau ist sehr einfach. In einen 10 mm PEEK Zylinder mit M6 Innengewinde wird ein Teflon Inlay mit 6mm Außengewinde geschraubt, davor wird die Düse eingeschraubt. Die Verschraubung der Komponenten gewährt den sicheren und sehr dichten Sitz. Außen habe ich den PEEK Zylinder mit einem M10 Gewinde versehen, damit lässt sich das Hotend sehr einfach in einen leicht modifizierten Wade Extruder einschrauben.<br> | ||
| + | Das Ergebniss ist ein sehr kurzes Hotend, das sich dank geringer Masse schnell aufheizt, aber wenig Wärme an die Umgebung abgibt. Den Extruder muss ich nicht weiter kühlen, trotz einer 40 Watt Heizpatrone.<br> | ||
| + | <br> | ||
| + | Die Konstruktion habe ich zu Ehren meines schwarzen Katers, der mich bei den Experimenten sehr unterstützt hat (Beruhigung meiner Nerven nach dem x-ten Fehlschlag), Merlin genannt.<br> | ||
| + | ==Bilder== | ||
<gallery caption='Merlins Bilder'> | <gallery caption='Merlins Bilder'> | ||
| − | Datei: | + | Datei:Merlin 1.75 - 01.jpg |
| + | Datei:Merlin 1.75 - 02.jpg | ||
| + | Datei:Merlin 1.75 - 03.jpg | ||
| + | Datei:Merlin 1.75 - 04.jpg | ||
| + | Datei:Merlin 1.75 - 05.jpg | ||
| + | Datei:Duese1.75.jpg|Konstruktionszeichnung | ||
| + | Datei:Duese3.00.jpg|Merlin: Konstruktionszeichnung | ||
| + | Datei:Merlin 1.75 - 06.jpg|Merlin Variante für die Verwendung von Airbrush Düsen.<br> | ||
</gallery> | </gallery> | ||
| + | <br> | ||
| + | Bisher läuft das neue Hotend auch im Langzeitbetrieb sehr zuverlässig, wobei ich höhere Geschwindigketien als 60 mm/s noch nicht probiert.<br> | ||
| + | Eine Variante mit 16mm Aufnahme und 3mm Filament wurde bereits erfolgreich getestet, und läuft bislang zuverlässig. Hier reicht es theoretisch sogar, einen Adapter von 10mm auf 16mm in ABS zu drucken, eine eigene Hitzebarriere ist nicht notwendig.<br /> | ||
| + | <br> | ||
| + | Noch ein Wort zur Heizung, ich habe mir über ebay zehn Patronenheizungen und Thermistoren besorgt, und in einen einfachen Alublock gebaut. Mit einer M3 Schraube wir die Konstruktion an der Düse festgeklemmt, was hervorragend funktioniert.<br /> | ||
| + | <br /> | ||
| + | Tipp, zwei Dinge sollte man beachten<br /> | ||
| + | *Zum einen müssen Patrone und Thermistor sinnvollerweise mit Hochtemperaturkleber oder Silikon eingeklebt werden | ||
| + | *Zum anderen machen die 40 Watt Heizleistung es notwendig, ausreichend dicke Kabel zu verwenden. Die bei den Patronen angebrachten Kabel sind sehr gut geeignet, ich habe nur noch Aderendhülsen angebracht. | ||
| + | <br /> | ||
| + | Auf Dauer will ich die ganze Heizung in Hochtemperatursilikon einbetten, um sie berührungssicherer zu machen. Auch die Wärmeabstrahlung sollte dann geringer werden. Die Aufheizzeit des neuen Hotends, von 24°C auf 230°C, liegt bei ca. einer Minute.<br /> | ||
| + | ==Anleitung zur Herstellung des Hotends== | ||
| + | *Die PEEK Barriere ist 40mm lang und hat innen durchgehend M6 Gewinde, aussen durchgehend M10. | ||
| + | *Das PTFE Inlay hat durchgehend M6 Aussengewinde. Die Bohrung ist bei 1.75er Filament 1.8 mm und bei 3mm Filament 3.1mm. | ||
| + | *Wichtig: | ||
| + | *Bei der Endmontage zuerst das PTFE auf ca. 30mm Länge einschrauben, dann die Düse press dagegen schrauben. Dann muss das PTFE mit dem passenden Innendurchmesser nachgebohrt werden, damit das komprimierte Material an der Stoßstelle zur Düse nichts blockiert. Anschließend muss das 'hinten' überstehende PTFE einfach mit einem Cuttermesser abtrennen werden. Es vorher auf passende Länge zu bringen ist nicht sinnvoll. Evtl. noch eine kleine Senkung in das PTFE, damit das Filament sich leichter einfädelt. Vorzugsweise sollte das Hotend jetzt nicht mehr auseinander geschraubt werden. Wenn man es öffnet, muss man beim Zusammenschrauben darauf achten, Düse und Inlay nicht zu fest aufeinander zu pressen, da sonst wieder eine Blockade auftreten kann. Das kann man mit einem Stück Filament ganz einfach testen.<br /> | ||
| + | *[http://en.wikipedia.org/wiki/Herringbone_gear Merlin's Zahnräder (Herringbone Gears)]<br /> | ||
| + | **[[:Datei:Herringbone Gear large.stl|Großes Zahnrad]] | ||
| + | **[[:Datei:Herringbone Gear small.stl|Kleines Zahnrad]] | ||
| + | **[[:Datei:Herringbone Gear small flat.stl|Kleines, abgeflachtes Zahnrad]] | ||
== Details == | == Details == | ||
* Entwickler: [[Benutzer:Srek|Björn Marl]] | * Entwickler: [[Benutzer:Srek|Björn Marl]] | ||
* Lizenz: ... | * Lizenz: ... | ||
| − | |||
Version vom 6. Juni 2013, 16:43 Uhr
Inhaltsverzeichnis
Alternative RepRap Düse (Merlin)
Entwicklungsbericht von Björn Marl.
Ich arbeite seit einer Weile an einer eigenen Düsenkonstruktion.
Ziel ist es, ein komplettes Hotend zu bauen, das dauerhaft stabil (thermisch wie mechanisch), für schnellen Druck geeignet ist.
Nachdem sich der alte Konstruktionsansatz mit langen Düsen und Heizungen für mich als nicht sinnvoll und zu kompliziert im Aufbau erwiesen hat, bin ich im Moment in der 'Gegenrichtung' unterwegs.
Zur Zeit erziele ich sehr gute Ergebnisse mit einer sehr kurzen Düse (<20mm) bei einer Gesamtlänge des Hotends von ca. 40mm.
Der Aufbau ist sehr einfach. In einen 10 mm PEEK Zylinder mit M6 Innengewinde wird ein Teflon Inlay mit 6mm Außengewinde geschraubt, davor wird die Düse eingeschraubt. Die Verschraubung der Komponenten gewährt den sicheren und sehr dichten Sitz. Außen habe ich den PEEK Zylinder mit einem M10 Gewinde versehen, damit lässt sich das Hotend sehr einfach in einen leicht modifizierten Wade Extruder einschrauben.
Das Ergebniss ist ein sehr kurzes Hotend, das sich dank geringer Masse schnell aufheizt, aber wenig Wärme an die Umgebung abgibt. Den Extruder muss ich nicht weiter kühlen, trotz einer 40 Watt Heizpatrone.
Die Konstruktion habe ich zu Ehren meines schwarzen Katers, der mich bei den Experimenten sehr unterstützt hat (Beruhigung meiner Nerven nach dem x-ten Fehlschlag), Merlin genannt.
Bilder
- Merlins Bilder





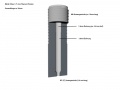
Konstruktionszeichnung
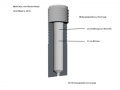
Merlin: Konstruktionszeichnung

Merlin Variante für die Verwendung von Airbrush Düsen.








Bisher läuft das neue Hotend auch im Langzeitbetrieb sehr zuverlässig, wobei ich höhere Geschwindigketien als 60 mm/s noch nicht probiert.
Eine Variante mit 16mm Aufnahme und 3mm Filament wurde bereits erfolgreich getestet, und läuft bislang zuverlässig. Hier reicht es theoretisch sogar, einen Adapter von 10mm auf 16mm in ABS zu drucken, eine eigene Hitzebarriere ist nicht notwendig.
Noch ein Wort zur Heizung, ich habe mir über ebay zehn Patronenheizungen und Thermistoren besorgt, und in einen einfachen Alublock gebaut. Mit einer M3 Schraube wir die Konstruktion an der Düse festgeklemmt, was hervorragend funktioniert.
Tipp, zwei Dinge sollte man beachten
- Zum einen müssen Patrone und Thermistor sinnvollerweise mit Hochtemperaturkleber oder Silikon eingeklebt werden
- Zum anderen machen die 40 Watt Heizleistung es notwendig, ausreichend dicke Kabel zu verwenden. Die bei den Patronen angebrachten Kabel sind sehr gut geeignet, ich habe nur noch Aderendhülsen angebracht.
Auf Dauer will ich die ganze Heizung in Hochtemperatursilikon einbetten, um sie berührungssicherer zu machen. Auch die Wärmeabstrahlung sollte dann geringer werden. Die Aufheizzeit des neuen Hotends, von 24°C auf 230°C, liegt bei ca. einer Minute.
Anleitung zur Herstellung des Hotends
- Die PEEK Barriere ist 40mm lang und hat innen durchgehend M6 Gewinde, aussen durchgehend M10.
- Das PTFE Inlay hat durchgehend M6 Aussengewinde. Die Bohrung ist bei 1.75er Filament 1.8 mm und bei 3mm Filament 3.1mm.
- Wichtig:
- Bei der Endmontage zuerst das PTFE auf ca. 30mm Länge einschrauben, dann die Düse press dagegen schrauben. Dann muss das PTFE mit dem passenden Innendurchmesser nachgebohrt werden, damit das komprimierte Material an der Stoßstelle zur Düse nichts blockiert. Anschließend muss das 'hinten' überstehende PTFE einfach mit einem Cuttermesser abtrennen werden. Es vorher auf passende Länge zu bringen ist nicht sinnvoll. Evtl. noch eine kleine Senkung in das PTFE, damit das Filament sich leichter einfädelt. Vorzugsweise sollte das Hotend jetzt nicht mehr auseinander geschraubt werden. Wenn man es öffnet, muss man beim Zusammenschrauben darauf achten, Düse und Inlay nicht zu fest aufeinander zu pressen, da sonst wieder eine Blockade auftreten kann. Das kann man mit einem Stück Filament ganz einfach testen.
Details
- Entwickler: Björn Marl
- Lizenz: ...