CO₂-Laser: Unterschied zwischen den Versionen
Cheasy (Diskussion | Beiträge) (→CO₂-Laser Quick and Dirty HOW_TO) |
Shuzz (Diskussion | Beiträge) (Eintrag für Einstellungen Mylarfolie 250µm hinzugefügt.) |
||
| (13 dazwischenliegende Versionen von 4 Benutzern werden nicht angezeigt) | |||
| Zeile 35: | Zeile 35: | ||
# Das noch kombinierte Objekt anwählen und über Menü Pfad - Zerlegen (UMSCHALT + STRG + K) wieder in einzelne (geschlossene) Pfade zerlegen. Evtl. muss man zuvor noch im Menü Gruppierung - Gruppierung aufheben wählen. Nun sollte man alle geschlossenen Pfade einzeln selektieren können. | # Das noch kombinierte Objekt anwählen und über Menü Pfad - Zerlegen (UMSCHALT + STRG + K) wieder in einzelne (geschlossene) Pfade zerlegen. Evtl. muss man zuvor noch im Menü Gruppierung - Gruppierung aufheben wählen. Nun sollte man alle geschlossenen Pfade einzeln selektieren können. | ||
# Alle Pfade nun auswählen und über Menü Pfad - Exclusiv-Oder sinnvoll in Objekte umbauen lassen. Jetzt kann testweise eine Füllfarbe festgelegt werden - die Objekte sollten nun richtig aussehen, also auch alle Löcher richtig enthalten. | # Alle Pfade nun auswählen und über Menü Pfad - Exclusiv-Oder sinnvoll in Objekte umbauen lassen. Jetzt kann testweise eine Füllfarbe festgelegt werden - die Objekte sollten nun richtig aussehen, also auch alle Löcher richtig enthalten. | ||
| + | |||
| + | === Alternativ === | ||
| + | ein 2D-Objekt (oder Projection(cut=true) aus einem 3D-Objekt) rendern und als SVG exportieren. | ||
== Materialeinstellungen == | == Materialeinstellungen == | ||
| Zeile 65: | Zeile 68: | ||
Alternative zu Cut bei Problemholz (am besten um 4mm aufbocken an der vorderen Seite: 1. Power 25, Speed 15, dann 2. Power 25, Speed 7 | Alternative zu Cut bei Problemholz (am besten um 4mm aufbocken an der vorderen Seite: 1. Power 25, Speed 15, dann 2. Power 25, Speed 7 | ||
| + | |||
| + | Alternative 2: Engrave P20/S100, Cut P100/23 + P100/22 | ||
==== Acrylglas 3mm==== | ==== Acrylglas 3mm==== | ||
| Zeile 76: | Zeile 81: | ||
|- | |- | ||
|Engrave (200dpi floyd-steinberg)||50||100|| | |Engrave (200dpi floyd-steinberg)||50||100|| | ||
| + | |- | ||
| + | |Engrave (600dpi floyd-steinberg)||8||50|| | ||
|} | |} | ||
| Zeile 88: | Zeile 95: | ||
|Engrave||12||100|| | |Engrave||12||100|| | ||
|} | |} | ||
| + | |||
| + | ==== MDF ==== | ||
| + | 3 mm<br> | ||
| + | 2 mal Cut 80 power 15 speed | ||
==== Spiegel Acryl 3mm ==== | ==== Spiegel Acryl 3mm ==== | ||
| Zeile 99: | Zeile 110: | ||
==== Goldkarton, beidseitg matt-gold (gibs beim Real) ==== | ==== Goldkarton, beidseitg matt-gold (gibs beim Real) ==== | ||
1x Power 50, Speed 25, OHNE Air-Assist, sonst wird die Kante unschön. | 1x Power 50, Speed 25, OHNE Air-Assist, sonst wird die Kante unschön. | ||
| + | |||
| + | ==== [https://de.wikipedia.org/wiki/Polyoxymethylen POM 4mm] ==== | ||
| + | {|class="wikitable" style="text-align: left; color: #333; padding:12px; vertical-align:top; " | ||
| + | !Schnitt!!Power!!Speed!!Bild | ||
| + | |- | ||
| + | |Cut||12||4||[[Datei:POMlasertest.jpg|thumb]] | ||
| + | |} | ||
| + | |||
| + | ==== Mylarfolie 250µm ==== | ||
| + | {|class="wikitable" style="text-align: left; color: #333; padding:12px; vertical-align:top; " | ||
| + | !Schnitt!!Power!!Speed!!Bild | ||
| + | |- | ||
| + | |Cut||50||32||[[Datei:BB_Schablone.jpg|thumb]] | ||
| + | |} | ||
| + | |||
==== Glas gravieren ==== | ==== Glas gravieren ==== | ||
Schneiden geht nicht, Gravieren im Rastermodus Power 70, Speed 100, bidirektional, 300dpi (mehr macht keinen Sinn). Bitmap-Vorlage wie folgt behandeln: Sehr starker, knackiger Kontrast. Ggf. nachschärfen mit der Funktion "Unscharf Maskieren", Vorlage invertieren! Schwarze Pixel werden gelasert, sehen aber auf Glas weiss aus. | Schneiden geht nicht, Gravieren im Rastermodus Power 70, Speed 100, bidirektional, 300dpi (mehr macht keinen Sinn). Bitmap-Vorlage wie folgt behandeln: Sehr starker, knackiger Kontrast. Ggf. nachschärfen mit der Funktion "Unscharf Maskieren", Vorlage invertieren! Schwarze Pixel werden gelasert, sehen aber auf Glas weiss aus. | ||
| + | |||
| + | == CO₂-Laser 100W == | ||
| + | |||
| + | === Was noch gefixt werden muss === | ||
| + | * Klappenschalter hat keine Rolle mehr | ||
| + | * Klappenschalter kann von Front-Panel-Schalter überbrückt werden | ||
| + | * Klappenschalter wirkt nicht direkt auf das Lasernetzteil | ||
| + | * Abluftschlauch an der Seite ist evtl. ungünstig | ||
| + | * Frontschlitze optisch undurchlässig machen | ||
| + | * Abluft per Nachlaufsteuerung anschliessen | ||
| + | * Klappen entscheppern/abdichten | ||
| + | * Sicherheitsschalter evtl. auch in Front-Tür bauen | ||
| + | * Schläuche für Wasser und Luft verlängern (andere kaufen) | ||
| + | |||
| + | Laser Steuerung | ||
| + | [[Datei:LasetSteuerungChina.jpg|200px]] | ||
== CO₂-Laser 40W == | == CO₂-Laser 40W == | ||
| − | + | Anschalten, Daten per Netzwerk reinpumpen, Play drücken. Abluft geht fest angeschlossen nach draussen und Wasserpume kühlt fest gegen einen Radiator, um den man sich nicht kümmern braucht. | |
| − | Lasertyp: Es handelt sich um den China-Kracher K40-III mit | + | Lasertyp: Es handelt sich um den China-Kracher K40-III mit LAOS-Steuerung |
== Instandsetzungsmaßnahmen 2015== | == Instandsetzungsmaßnahmen 2015== | ||
| Zeile 170: | Zeile 212: | ||
==Fotos== | ==Fotos== | ||
| + | <gallery caption="Fotos 05.12.2016"> | ||
| + | Datei:Laserkeks_2016-12-05_21-16.jpg|Kekse laserverziert | ||
| + | </gallery> | ||
| + | |||
<gallery caption="Fotos 14.10.2015"> | <gallery caption="Fotos 14.10.2015"> | ||
Datei:LaserControlpanel1.JPG|Neues Control Panel | Datei:LaserControlpanel1.JPG|Neues Control Panel | ||
Version vom 19. August 2019, 22:43 Uhr

Inhaltsverzeichnis
CO₂-Laser Quick and Dirty HOW_TO
Benötigte Software:
- Visicut http://hci.rwth-aachen.de/visicut
- Inkscape http://www.inkscape.org/de/
Vorkonfigurierte Leere Inkscape Datei: Datei:LaserTemplate.zip
Visicut Settings zum importieren: Datei:Visicut Settings.zip - Bitte Datei nicht entpacken - einfach zip-Datei in Visicut importieren
Die Beispieldatei mit Inkscape öffnen und das gewünschte Objekt malen. Dabei darauf achten, immer im richtigen Layer zu arbeiten, da später über diese Layer die verschiedenen Gravier/Schneideinstellungen bestimmt werden.
Probleme mit Visicut?
- Keine Sonderzeichen und Umlaute in den Dateinamen der importierten Dateien nutzen (sonst gibts seltsame Socket Fehler...). Manchmal werden Einstellungen bei den Materialien nicht richtig übernommen - dann besser das Projekt speichern, Visicut neu starten.
- Visicut läuft, aber der Lasercutter reagiert nicht? IP-Adresse des Lasercutters (aktuell: 10.0.0.172) unter "Optionen - Lasercutter verwalten";" LAOS" überprüfen.
Problem: OpenSCAD DXFs Lasern
Möchte man DXF-Dateien aus OpenSCAD zum Laserschneiden benutzen müssen die Pfade vorher verbunden werden, dazu bitte wie folgt vorgehen:
- Visicut-Template in Inkscape öffnen
- DXF-File darin importieren
- Mit dem Pfeil-Tool (F1) alle Objekte markieren (Kasten drum ziehen)
- Im Menü Pfad - Kombinieren wählen (STRG + K)
- Auf das Knoten-Bearbeiten-Tool (F2) klicken
- Wichtig: Jetzt einmal STRG + A drücken - die Knoten werden dadurch erst richtig markiert und anders dargestellt
- Auf "Gewählte Endknoten verbinden" klicken - das kann bei vielen Knoten nun etwas dauern.
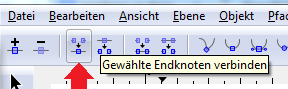
Jetzt sollten die Pfade ordentlich geschlossen sein - wenn man einen Punkt des Pfades verschiebt sollte der Pfad nun nicht mehr aufbrechen! - Optional: Im Menü Pfad - Vereinfachen (STRG + L) klicken - dann werden es gerade bei Kreisen viel weniger Punkte...

Optional: Wenn gewünscht können nun wieder flächige Objekte wie folgt hergestellt werden:
- Das noch kombinierte Objekt anwählen und über Menü Pfad - Zerlegen (UMSCHALT + STRG + K) wieder in einzelne (geschlossene) Pfade zerlegen. Evtl. muss man zuvor noch im Menü Gruppierung - Gruppierung aufheben wählen. Nun sollte man alle geschlossenen Pfade einzeln selektieren können.
- Alle Pfade nun auswählen und über Menü Pfad - Exclusiv-Oder sinnvoll in Objekte umbauen lassen. Jetzt kann testweise eine Füllfarbe festgelegt werden - die Objekte sollten nun richtig aussehen, also auch alle Löcher richtig enthalten.
Alternativ
ein 2D-Objekt (oder Projection(cut=true) aus einem 3D-Objekt) rendern und als SVG exportieren.
Materialeinstellungen
Referenz

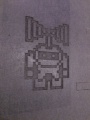
In dieser Datei wurde...
...MARK mit dem Mark Settings als Vektor geschrieben
...Engrave, sowie beide Balken darunter mit den Engrave Settings gelasert
...und der vertikale, schwarze Balken in drei Stufen bearbeitet um einen Tiefeneffekt zu erhalten.
[[1]]
Sperrholz 4mm
| Schnitt | Power | Speed | Bild |
|---|---|---|---|
| Cut 2x | 20 | 15 | |
| Mark | 8 | 100 | |
| Engrave | 8 | 100 |

Alternative zu Cut bei Problemholz (am besten um 4mm aufbocken an der vorderen Seite: 1. Power 25, Speed 15, dann 2. Power 25, Speed 7
Alternative 2: Engrave P20/S100, Cut P100/23 + P100/22
Acrylglas 3mm
Bei durchsichtigen Materialien am besten spiegelverkehrt gravieren!
| Schnitt | Power | Speed | Bild |
|---|---|---|---|
| 2 mal Cut | 25 25 |
6 8 |
|
| Mark | ? | ? | |
| Engrave (200dpi floyd-steinberg) | 50 | 100 | |
| Engrave (600dpi floyd-steinberg) | 8 | 50 |

Hartfaserplatte 5mm
| Schnitt | Power | Speed | Bild |
|---|---|---|---|
| Cut | 50 | 9 | |
| Mark | 8 | 100 | |
| Engrave | 12 | 100 |

MDF
3 mm
2 mal Cut 80 power 15 speed
Spiegel Acryl 3mm
Cut: Schutzfolie drauf lassen. Durchsichtige Seite nach unten, dann 3x 50% Power, Speed 12. Achtung, die Spiegelfläche leitet Wärme, es brennt sehr schnell! Luft hilft.
Wellpappe
4mm: Cut: 2x Power 50, Speed 60.
7mm: Cut: 4x Power 50, Speed 50 (Mühsam, am besten OHNE Air-Assist! Dafür aber 4x NACHEINANDER fahren, damit Dämpfe nicht fackeln. Auch die Wellpappe so einlegen, dass keine Luft durch die Wellen gezogen wird!)
Goldkarton, beidseitg matt-gold (gibs beim Real)
1x Power 50, Speed 25, OHNE Air-Assist, sonst wird die Kante unschön.
POM 4mm
| Schnitt | Power | Speed | Bild |
|---|---|---|---|
| Cut | 12 | 4 |

Mylarfolie 250µm
| Schnitt | Power | Speed | Bild |
|---|---|---|---|
| Cut | 50 | 32 |

Glas gravieren
Schneiden geht nicht, Gravieren im Rastermodus Power 70, Speed 100, bidirektional, 300dpi (mehr macht keinen Sinn). Bitmap-Vorlage wie folgt behandeln: Sehr starker, knackiger Kontrast. Ggf. nachschärfen mit der Funktion "Unscharf Maskieren", Vorlage invertieren! Schwarze Pixel werden gelasert, sehen aber auf Glas weiss aus.
CO₂-Laser 100W
Was noch gefixt werden muss
- Klappenschalter hat keine Rolle mehr
- Klappenschalter kann von Front-Panel-Schalter überbrückt werden
- Klappenschalter wirkt nicht direkt auf das Lasernetzteil
- Abluftschlauch an der Seite ist evtl. ungünstig
- Frontschlitze optisch undurchlässig machen
- Abluft per Nachlaufsteuerung anschliessen
- Klappen entscheppern/abdichten
- Sicherheitsschalter evtl. auch in Front-Tür bauen
- Schläuche für Wasser und Luft verlängern (andere kaufen)
Laser Steuerung

CO₂-Laser 40W
Anschalten, Daten per Netzwerk reinpumpen, Play drücken. Abluft geht fest angeschlossen nach draussen und Wasserpume kühlt fest gegen einen Radiator, um den man sich nicht kümmern braucht.
Lasertyp: Es handelt sich um den China-Kracher K40-III mit LAOS-Steuerung
Instandsetzungsmaßnahmen 2015
Neues Abluftsystem im Raum 2.0 fertig, LASER IST BENUTZBAR: Außerdem gibt es jetzt ein schönes Control-Panel - endlich ist der Elektronik-Kram auch im Kasten wo er hin gehört.
Instandsetzungsmaßnahmen 2014
LASER REPARIERT, IST JETZT BENUTZBAR: Der Laser ist kaputt gegangen, sowohl der Wasserdurchfluss hat versagt (Dreckspumpe, zu schwach, wir brauchen was besseres mit Durchflusssensor) und es gibt Überschläge im Flyback-Trafo - der sieht irgendwie verbrutzelt aus. Auch die Laserröhre hat Schaden genommen... Röhre, Lasernetzteil und Pumpe mussten ersetzt werden, der Laser läuft jetzt wieder, allerdings noch mit der original China-Steuerung, die noch getauscht werden soll, sobald etwas besseres gefunden wurde, das sowohl Vektoren als auch Rasterdaten gut verarbeiten kann.
1. Neuer Wasserkreislauf:
- Verschlauchung erneuert, der nun verwendete gewebeschlauch ist deutlich robuster und weniger knickanfällig. Die empfindlichste Stelle ist nun der Silikonschlauch direkt an der Laserröhre -> DONE
- neue Wasserpumpe Laing DDC-Pumpe 12V DDC-1T Plus Datei:WasserpumpeLaser.pdf; Zul. Spannungsbereich 6 bis 13,2 Volt; max. Förderleistung: 10l/min -> DONE
- Durchflusssensor Bach DFS 1/25io Datei:DurchflusssensorLaser.pdf; Messbereich: 1-25l/min 1000Impulse/l -> DONE
- Radiator mit Lüfter(n) bestücken - wirklich nötig? Temperatur mal messen. ToDo
2. Inbetriebnahme der neuen Laserröhre/Netzteil -> DONE
3. Überwachungselektronik für Durchfluss Temperatur Etc. - Ein Provisorium schaltet den Laser ab, wenn nicht genug Durchfluss mehr gemessen wird. Das sollte aber noch mal schöner gemacht werden (derzeit Steckbrett mit Arduino im Laser...) ToDo
4. Betriebssicherheit nach DIN60825 und BGV B2 herstellen ToDo
5. Punkte 7 und 8 aus 2013 ToDo
6. Steuerung tauschen gegen Laos -> DONE
Instandsetzungsmaßnahmen 2013
Bezüglich des Lasers steht eventuell noch aus auf eine alternative Steuerung nebst Software zu gehen. Das RZL hat ja einen ähnlichen Laser und um unseren gangbar und so nutzbar zu machen, wie deren, braucht es noch etwas Arbeit. Ich schlage folgendes vor:
1. Festen Tisch/Stellplatz finden/machen. Da hatte David was vorgeschlagen, das sollten wir tun. -> DONE.
2. Absaugung fit machen: Die sollte komplett im Unterdruck laufen, also eine Außenseite, die die Abgase heraus saugt -> Miefquirl muss dann verschoben werden, sollte aber klappen, Absaugung nach Draußen machen wir auch. Alternativ: Alte Absaugung reparieren. -> DONE
3. Kühlung an den Start bringen: Gefäß mit destilliertem Wasser und ggf. Algenkiller, Schläuche fest installiert -> Ein 5L Kanister Aqua-Dest steht schon bereit, sollte so fest installierbar sein. -> DONE
4. Strahlgang reinigen, da weiß Steffen sicherlich das ein oder andere zu. -> DONE
5. Safety Interlock ans Gehäuse bauen: Jede Klappe bekommt Mikroschalter, die den Beam abschalten, wenn irgendwas geöffnet wird -> Mikroschalter liegen bereit, wie man sie am besten anbringt müssen wir dann sehen. -> DONE
6. Rechner oder VM mit der Lazzor-Software als Festinstallation -> Rechner daneben hat Software installiert, Backup der Software aber nochmal machen. -> DONE
Hurra, die wichtigsten Sachen sind gemacht, der Laser ist wieder einsatzbereit und funktioniert dank neuer Spiegelkalibrierung wieder besser als zuvor!
7. Lehre für Einrichtung des Nullpunktes lasern
8. Kopf mit zwei Linienlasern und Druckluft zum wegräumen von Staub und zum ausblasen der Flammen bauen -- ein Aquarienkompressor mit zwei Abgängen befindet sich schon im Space
9. Elektronik tauschen in etwas, was Microstepping kann und dann auch andere Firmware und Software zum Plotten an den Start bringen. -> Ist die Frage, ob das nennenswert was verbessern würde. Ja, den es gibt doch einige Probleme mit der Software und Firmware, bei manchen Motiven gehen Schritte verloren und die Geschwindigkeit fürs Cutten kann zwar eingestellt werden, hat aber leider keinen Effekt (ein bekannter Bug). Eine alternative für eine Steuerung gibt es hier http://redmine.laoslaser.org/projects/laos/wiki oder hier http://www.artaylor.co.uk/laser_conversion.html mit http://www.lasersaur.com/ . Steuerung vielleicht mit https://www.synthetos.com/project/tinyg/ ?
Ideen
- Kupferkaschierte Platinen mit schwarzen, schnell-trocknendem Modellbaulack beschichten und diesen gezielt mit dem Laser wegbrennen um so eine Platine zu strukturieren, die anschließend Geätzt werden kann. Den Foto-Lack wegzulasern hatte in der Vergangenheit nicht geklappt, weil dieser abgeplatzt ist. Mit dem anderen Lack könnte es besser klappen.
- Toolchain für den möglichst direkten Weg vom Algorithmus zum Laser-Cutter
- OpenSCAD überzeugt bisher nicht da die erzeugten Export-Formate noch nachbearbeitet werden müssen.
- Processing bietet die Möglichkeit, ein DXF Format zu schreiben.
- http://www.supermanoeuvre.com/blog/?p=1023
- Vorteil: Die Dateien können direkt mit VisiCut eingelesen werden.
- Nachteil: Die Skalierung ist schwierig, nur wenige Zeichenfunktionen von Processing erzeugen sinvolle Export-Daten (Linien, Kreise, aber z.B. kein Text)
Fotos
- Fotos 05.12.2016

Kekse laserverziert

- Fotos 14.10.2015

Neues Control Panel

Neues Control Panel


- Fotos 30.01.2015

Lager Halterung als Processing Vorlage

Lasercut der Teile für eine Lagerhalterung

Lager Halterung fertig zusammen gebaut
SidePlate verbindet zwei Bering boxen als Processing Vorlage

Zwei Bearing Boxen verbunden mit SeitenPlatten

WebCamHolder aus Bearing Boxen aufgebaut






- Fotos 06.12.2014

Viele Weihnachtsbasteleien aus einem Abend am Laser

Dicke Pappe gelasert, mit Silberspray versehen, auf Gold-Karton

Reichliche Materialauswahl im Hackerspace

Logo für einen Chor, rotes UV-aktives Plexiglas + Spiegelplexi

Logo für einen Chor unter Schwarzlicht

Lasergeschnittenes Blinkschild

Mit Processing erzeugtes ...

... Labyrinth in Pappe








- Fotos 9.11.2014

Anschluss des Lasernetzteils an Laos mit high speed Optokopplern.

Modifikation aufgebaut auf kleiner Platine


- Fotos 23.9.2014

Der große Ausverkauf - alles muss raus! Das alles kommt jetzt weg weil es unnötig geworden ist oder kaputt.
Adaptore Wasser auf PWM

Tut's evil laszor master plan

Low voltage PSU

Tut check

HV Verbindung

75% fertig

Panel + kabel

Mehr Kabel

HV und Wasser Abfluss

HV Anschluss in PlastiDip mit Curry Geschmack











- Fotos 22.9.2014

Neue Laserröhre

Wasserkreislauf jetzt mit Durchflusssensor

Neue Wasserpumpe und neues Lasernetzeil

Neue Laserröhre und neues Lasernetzteil warten auf den Einbau




- Fotos 19.4.2014

Platine mit schwarzen gelaserten Lack

Geätzt, durchlicht, Lack noch drauf

Geätzt, Lack entfernt

Vorlage als Bitmap

Genutzte Einstellungen in Lasersoftware, etwa 50% Leistung (bis der Nadeldrucker-Ton gerade wieder verschwindet)



.png)

- Fotos 14.4.2014

Hühnerei gelasert

atmega328 gelasert


- Fotos 8.4.2014

Pappe gelasert
Dicke Pappe gelasert

Schaumplastik gelasert



- Fotos 4.1.2013

hackffm CO₂-Laser

hackffm CO₂-Laser

Abgasfilterung

CO₂-Laser: Hobbyglas

Polycarbonat

Polycarbonat






- Fotos

Dirk Brummer, Hartmut Seeger

CO₂-Laser!

40W CO₂-Laser

Egg-Bot, Dirk Brummer, Hartmut Seeger, Jo.

Our new 40W CO₂-Laser!

Another perspective...






![[1]](http://www.hackerspace-ffm.de/wiki/index.php?title=Datei:LazorMaterial.svg){kind=link}